ChipBreaker machinetap 6940C voor blinde gaten: nooit meer wikkelspanen!
LMT Fette heeft een nieuwe Rasant® machinetap ontworpen: het type Chipbreaker voor proceszekere productie van draad in blinde gaten. Het belangrijkste kenmerk van dit ontwerp is de gepatenteerde fase aan de snijkanten. Hierdoor behoren lintspanen en procesverstorende spanenwikkels bij het bewerken van langspanende materialen definitief tot het verleden.


Kenmerken
- HSS-E/PM met TiCN+ coating
- Gepatenteerde geometrie
- Voor blinde gaten <2,5xD
- 15° spiraalhoek
- Interne koeling, centraal
Voordelen
- Hoogste proceszekerheid, dankzij gecontroleerde spaanbreuk
- Geen problemen met spaanafvoer, dankzij gepatenteerde geometrie
- Lagere productiekosten, door verminderde afkeur en machinestilstand
- Lagere gereedschapskosten, dankzij de hoge(re) standtijden
- Kortere doorlooptijden
Dankzij de interne koelmiddeltoevoer wordt de spaanafvoer geoptimaliseerd en de standtijd verhoogt. Hierdoor is de Chipbreaker tap een uitstekend gereedschap voor serieproductie in de machinebouw of automobielindustrie, maar natuurlijk ook voor enkelstuks en kleine series. De negatieve fase aan de snijkanten van deze tap is door de ingenieurs van LMT Fette vanuit hun patent aangepast aan de vragen van de markt. Vervolgens is deze nog tot in detail geoptimaliseerd, volgens het motto van LMT: exactly yours!
De Chipbreaker heeft een 15° spiraalhoek en is uitgerust met een TiCN+ coating voor hoge prestaties. Dit maakt de tap ideaal geschikt voor het draadsnijden met minimale smering en moeilijk verspaanbare materialen. Het standaardprogramma omvat de metrische maten M6 t/m M20 en MF8x1 t/m MF16x1,5 metrisch fijn.

↑ Negatieve fase op de snijkanten (patent)
Specificaties
| 6940C | 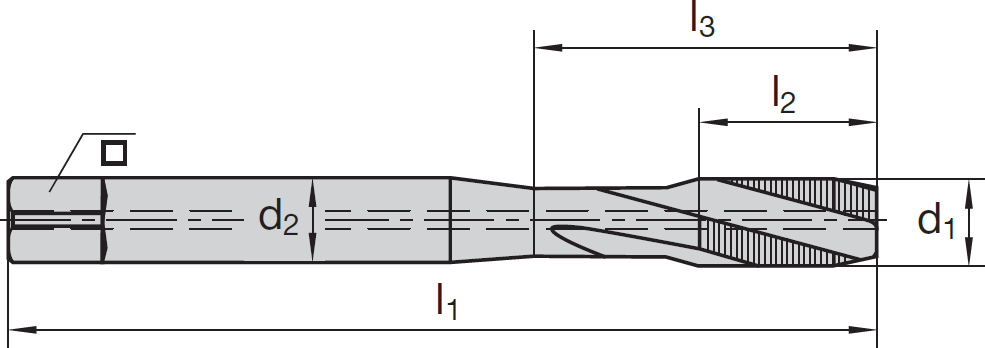 | |||||||||
| Norm | d1 | P | l1 | l2 | l3 | d2 | h12 | z | Boor | Artikel nr. |
| DIN 371 | M 6 | 1,00 | 80 | 11 | 30 | 6 | 4,9 | 3 | 5 | 7214438 |
| M 8 | 1,25 | 90 | 13 | 35 | 8 | 6,2 | 3 | 6,8 | 7214439 | |
| M 10 | 1,50 | 100 | 15 | 39 | 10 | 8 | 3 | 8,5 | 7214440 | |
| DIN 376 | M 12 | 1,75 | 110 | 18 | – | 9 | 7 | 3 | 10,2 | 7214441 |
| M 16 | 2,00 | 110 | 22 | – | 12 | 9 | 4 | 14 | 7214442 | |
| M 20 | 2,50 | 140 | 25 | – | 16 | 12 | 4 | 17,5 | 7214443 | |
| DIN 374 | MF 8 | 1,00 | 90 | 14 | 6 | 4,9 | 3 | 7 | 7214444 | |
| MF 10 | 1,00 | 90 | 15 | 7 | 5,5 | 3 | 9 | 7214445 | ||
| MF 12 | 1,00 | 100 | 16 | 9 | 7 | 3 | 11 | 7214446 | ||
| MF 12 | 1,50 | 100 | 16 | 9 | 7 | 3 | 10,5 | 7214447 | ||
| MF 14 | 1,50 | 100 | 16 | 11 | 9 | 4 | 12,5 | 7214448 | ||
| MF 16 | 1,50 | 100 | 18 | 12 | 9 | 4 | 14,5 | 7214449 | ||
Snijgegevens
| ISO | Materiaal | Snijsnelheid |
| P1 | Staal <500 N/mm2 | ■ Vc = 15-20 m/min |
| P2 | Staal 500-1000 N/mm2 | ■ Vc = 10-15 m/min |
| P3 | Staal >1000 N/mm2 | □ Vc = 10-15 m/min |
| M1 | RVS austenitisch | □ Vc = 8-12 m/min |
| M2 | RVS martensitisch | |
| K1 | Lamellair gietijzer | |
| K2 | Nodulair gietijzer | ■ Vc = 20-25 m/min |
| N1 | Non-Ferro < 5% Si | □ Vc = 25-30 m/min |
| N2 | Non-Ferro 5-10% Si | ■ Vc = 20-25 m/min |
| N3 | Non-Ferro > 10% Si | □ Vc = 15-20 m/min |
| N4 | Grafiet | |
| S1 | Titaniumlegeringen <900 N/mm2 | |
| S2 | Titaniumlegeringen >1300 N/mm2 | |
| H1 | Gehard materiaal 45-55 HRC |
- ■ = Primair geschikt
- □ = Secundair geschikt
Documentatie (PDF)

LMT Magazine (PDF)

