Trochoïdaal frezen met DHC van LMT Fette: aangepaste inzetwaarden
De familie DHC frezen van LMT heeft zich bewezen bij gevestigde freesstrategieën, zoals hogesnelheidsfrezen HSC (High Speed Cutting) voor uitstekende oppervlaktekwaliteiten, en hogevoedingsfrezen HFC (High Feed Cutting) voor hoge verspanende volumes. Nu komt daar ook trochoïdaal frezen bij.

Trochoïdefrezen brengt hoge prestaties
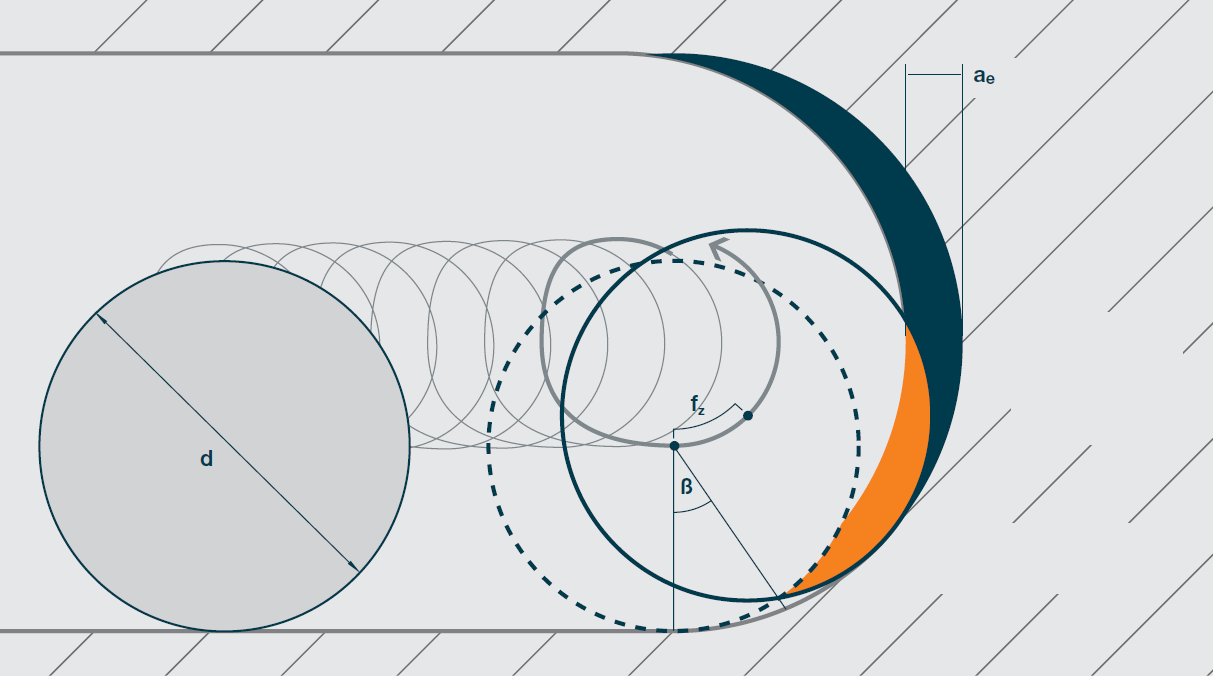
Bij deze strategie roteert de frees met een constante snelheid, dus een vast aantal toeren. Maar in tegenstelling tot het conventionele gleuf- en hoekfrezen, maakt de frees bij het trochoïdaalfrezen geen lineaire voedingsbewegingen met een constante voeding per tand. Echter beweegt de frees zich zeer snel over een baan met curves, de zogenaamde trochoïdes. Door de beweging van de tafelvoeding te combineren met een cirkelvormig freespad, worden de verspaningscondities verbeterd. De voeding per tand Fz, de radiale snedediepte Ae en de contacthoek β veranderen daarbij voortdurend. Het CAD/CAM systeem combineert deze parameters dusdanig met elkaar dat de spaandikte en daarmee ook de snijkantbelasting constant blijven gedurende het freesproces. Hierdoor worden overmatige en ongelijke belasting van de snijkanten en van de machinespil voorkomen.
De korste weg is... een curve
Het is fundamenteel zo dat hoe groter de contacthoek bij het frezen is, hoe meer warmte er in de snijkant(en) van het gereedschap trekt. Bij het trochoïde frezen ligt deze hoek gedurende een freescyclus ongeveer tussen de 10° en maximaal 80°, hetgeen beduidend lager is dan bijvoorbeeld de 180° bij conventioneel gleuffrezen. Hierdoor worden de thermische en mechanische belasting van de snijkant wezenlijk gereduceerd.
Voordelen in één oogopslag:
- Drastische verlaging van productiekosten,
dankzij hoge freessnelheden - Geringe verspaningskrachten wegens
kleinere en constante spaandikte - Verkorting van bewerkingstijden, met wel 70%
- Verhoging van de standtijden, met wel 300%
- Gunstige prestaties bij zowel voor- als nafrezen
Uitstekende oppervlaktekwaliteit
Doordat de krachten die optreden bij het trochoïdaal frezen lager zijn, is het mogelijk te frezen met grotere axiale (Ap) snededieptes. Hierdoor kan de volledige snijlengte van de frees ingezet worden (= uniformer oppervlak), zelfs op machines met minder vermogen.
Na uitvoerig onderzoek bij LMT Fette zijn de DHC frezen met ongelijke spiraalhoek uitstekend geschikt gebleken voor freesstrategiën zoals het trochoïdaalfrezen. Daarbij kunt u deze frezen ook inzetten met hogere inzetwaarden. Hieronder vindt u deze aangepaste snijgegevens, speciaal bedoeld om DHC frezen trochoïdaal en/of dynamisch in te zetten.
DHC HARDLINE
| ISO | Materiaal | Mat.nr. | DIN voormalig | N/mm² | DIN huidig | Vc | Fz | Ø6-8 | Ø10-12 | Ø16-20 | Hoek | Ae/Ø (xD) |
| P | Nitreer- en temperstaal | 1.7225 | 42CrMo4 | 950-1400 | 42CrMo4 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | 35-45° | 0,09-0,15 |
| 1.2344 | X40CrMoV5.1 | -900 | X40CrMoV5-1 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | ||||
| 1.4104 | X12CrMoS17 | 500-950 | X14CrMoS17 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | ||||
| 1.8504 | 34CrAl6 | 950-1400 | 34CrAl6 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | ||||
| Gereedschapstaal | 1.2343 | X38CrMoV5 1 | 950-1400 | X37CrMoV5-1 | 250-300 | 0,08-0,12 | 0,12-0,18 | 0,18-0,25 | |||
| 1.6580 | 30CrNiMo8 | 950-1400 | 30CrNiMo8 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | ||||
| 1.2379 | X155CrVMo12 1 | -950 | X153CrMoV12-1 | 250-300 | 0,08-0,12 | 0,12-0,18 | 0,18-0,25 | ||||
| 1.2080 | X210Cr12 | 950-1400 | X210Cr12 | 250-300 | 0,08-0,12 | 0,12-0,18 | 0,18-0,25 | ||||
| 1.2311 | 40CrMnMo7 | -1100 | 40CrMnMo7 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | ||||
| 1.2312 | 40CrMnNiMoS8.6 | -1150 | 40CrMnNiMoS8-6 | 300-350 | 0,15-0,2 | 0,2-0,25 | 0,25-0,35 | ||||
| 1.2738 | 45CrMnNiMo8.6.4 | 950-1150 | 45CrMnNiMo8-6-4 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | ||||
| 1.2358 | 60CrMoV18-5 | 850-1000 | 60CrMoV18-5 | 250-300 | 0,08-0,12 | 0,12-0,18 | 0,18-0,25 | ||||
| 1.2714 | 55NiCrMoV7 | 1100-1350 | 55NiCrMoV7 | 250-300 | 0,08-0,12 | 0,12-0,18 | 0,18-0,25 | ||||
| K | Lamellair gietijzer | 0.6025 | GG25 | 100-400 (120-260 HB) |
EN-GJI-250 | 400-450 | 0,2-0,25 | 0,25-0,3 | 0,3-0,4 | 35-45° | 0,09-0,15 |
| Gelegeerd gietijzer | 0.6678 | GGL-NiCr35 2 | 150-250 (160-230 HB) |
EN-GJLA-XNICr35-2 | 350-400 | 0,15-0,2 | 0,2-0,25 | 0,25-0,35 | |||
| Nodulair gietijzer | 0.7060 0.7070 |
GGG60 GGG70L |
400-800 (120-310 HB) |
EN-GJS-600-3 EN-GJS-700-2U |
300-350 | 0,15-0,2 | 0,2-0,25 | 0,25-0,35 | |||
| Smeedbaar gietijzer / temperijzer |
0.8155 | GTS55 | 350-700 (150-280 HB) |
EN-GJMB-550-4 | 280-320 | 0,10-0,15 | 0,15-0,2 | 0,2-0,3 | |||
| H | Gehard staal | - | Sleipner, Toolox | 45-49 HRC | Sleipner, Toolox | 300-340 | 0,1-0,15 | 0,15-0,2 | 0,2-0,25 | 35-40° | 0,09-0,12 |
| - | Dievar | 50-54 HRC | Dievar | 260-320 | 0,08-0,12 | 0,12-0,18 | 0,14-0,2 | 30-35° | 0,065-0,09 | ||
| - | Vandis, Sverker | 55-57 HRC | Vandis, Sverker | 180-240 | 0,06-0,09 | 0,08-0,11 | 0,1-0,14 | 25-30° | 0,05-0,065 | ||
| - | - | 58-60 HRC | - | 120-160 | 0,04-0,06 | 0,06-0,08 | 0,07-0,1 | 20-25° | 0,03-0,05 | ||
| - | - | 61-63 HRC | - | 60-100 | 0,02-0,04 | 0,03-0,05 | 0,04-0,07 | 15-20° | 0,015-0,03 |
DHC INOX / DHC INOX PREMIUM
| ISO | Materiaal | Mat. nr. |
DIN omschrijving voormalig |
N/mm² | DIN omschrijving huidig |
Vc (m/min) |
Voedingssnelheid Fz (mm per tand) naar diameter: | Hoek (°) Ae/D (xD) |
||||
| Ø4-5 | Ø6-8 | Ø10-12 | Ø14-16 | Ø18-20 | ||||||||
| M | RVS, austenitisch |
1.4301 1.4404 1.4571 |
X2CrNiMo17-12-2 X6CrNiMoTi17-12-2 X10CrNiMoTi18 |
500-950 | X5CrNiMo18-10 X2CrNiMo17-12-2 X10CrNiMoTi18 |
100-160 | 0,05-0,08 | 0,08-0,12 | 0,1-0,15 | 0,15-0,2 | 0,2-0,25 | 35-45° 0,09-0,15 |
| RVS, ferritisch, martensitisch |
1.4024 | X15Cr13 | 500-950 | X15Cr13 | 120-180 | 0,05-0,08 | 0,08-0,14 | 0,12-0,17 | 0,15-0,22 | 0,2-0,3 | ||
| 1.4057 | X17CrNi16-2 | X17CrNi16-2 | 250-300 | 0,08-0,12 | ||||||||
| 1.4122 | X35CrMo17 | X35CrMo17 | 280-320 | 0,10-0,15 | ||||||||
| RVS, martensitisch, hardbaar |
1.2709 | X3NiCoMoTi18-9-5 | 800-1000 | X3NiCoMoTi18-9-5 | 100-160 | 0,05-0,08 | 0,08-0,12 | 0,1-0,15 | 0,15-0,2 | 0,2-0,25 | ||
| 1.4542 | X5CrNrCuNb16-4 | X5CrNrCuNb16-4 | 250-300 | 0,10-0,15 | ||||||||
| 1.4568 | X7CrNiAl17-7 | X7CrNiAl17-7 | 280-320 | 0,10-0,15 | ||||||||
| N | Aluminium- legeringen, kortspanend |
3.2581 | G-AlSi12 | -400 | G-IGK-AlSi12 | 600-700 | 0,05-0,1 | 0,1-0,15 | 0,15-0,2 | 0,2-0,25 | 0,25-0,3 | 55-65° 0,21-0,3 |
| Aluminium- legeringen, langspanend |
2.0402 | MS58 | -500 | AlMg3 AlZnMgCu1,5 | 500-600 | 0,05-0,1 | 0,1-0,15 | 0,15-0,2 | 0,2-0,25 | 0,25-0,3 | ||
| S | Titanium- legeringen, middelvast |
3.7164 3.7115 |
TiAl6V4 TiAl5Sn2,5 | -950 | TiAl5Sn2-5 Ti6AlV4 | 100-150 | 0,04-0,08 | 0,06-0,1 | 0,1-0,15 | 0,12-0,17 | 0,15-0,2 | 25-35° 0,05-0,09 |
| Titanium- legeringen, hoogvast |
3.7174 | TiAl6Sn2 | 900-1400 | TiAl6V6Sn2 | 80-120 | 0,04-0,08 | 0,06-0,1 | 0,1-0,15 | 0,12-0,17 | 0,15-0,2 | 20-30° 0,03-0,065 |
|
| Nikkel- legeringen, middelvast |
2.4670 | NiCr12Al6MoNb | -950 | NiCr12Al6MoNb | 60-100 | 0,03-0,06 | 0,05-0,08 | 0,08-0,12 | 0,1-0,15 | 0,12-0,17 | 15-25° 0,015-0,05 |
|
| Nikkel- legeringen, hoogwarmvast |
2.4668 | NiCr19Fe19NbMo | 900-1400 | Inconel 718 NiCr19Fe19Nb5Mo3 |
60-100 | 0,03-0,06 | 0,05-0,08 | 0,08-0,12 | 0,1-0,15 | 0,12-0,17 | 15-25° 0,015-0,05 |
|
U kunt bovenstaande snijgegevens voor trochoïdaal en/of dynamisch frezen ook als PDF downloaden