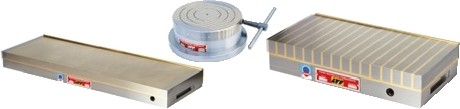
LTF magneetspannen
Hagro Precisie levert magneetplaten die door LTF zijn geproduceerd. LTF staat in de BeneLux vooral bekend om machineklemmen van Cuter, een merknaam die sinds 2012 in bezit is van LTF. De historie van LTF ligt echter bij magneetplaten en ander magnetisch gereedschap. Als een van de eerste productgroepen die LTF in eigen beheer heeft ontwikkeld, is LTF in magneetspannen inmiddels uitzonderlijk sterk. Dit is ook de reden dat men deze producten van de eigen merknaam voorziet.

De catalogus (PDF) vindt u onderaan.
Een bijzonder breed assortiment
Magneetplaten met raster elektropermanent

Magneetplaten met dwarspolen, elektropermanent

Controllers voor elektropermanente magneetplaten

Magneetplaten met dwarspolen, permanent
Magneetheffers, permanent

Magneetheffers, elektropermanent

Diverse magneten

Magnetische statieven

Demagnetiseerders

Vulblokken voor magneetspanners

Magnetische boorstandaards

Magnetische metaalscheiders

Voordelen
Een van de grootste voordelen van magnetisch spannen: de snelheid waarmee u werkstukken kunt spannen en lossen. Spannen kan direct op de magneetplaat, desgewenst tegen een aanslag. Hier zijn dus geen speciale klemmen of ander spangereedschap bij nodig. En magneetspannen is zeer flexibel te automatiseren.
Magnetisme uitgelegd
De aantrekkingskracht die magneten op andere magneten of magnetiseerbare materialen uitoefent, wordt veroorzaakt door magnetisme. Dit is een natuurkundig verschijnsel dat tot stand komt door het draaien van elektrisch geladen deeltjes - zoals elektronen - binnenin deze materialen. Mede daarom heeft magnetisme ook invloed op de elektrische stroom die door een kabel loopt en kan diezelfde kabel gewikkeld op een spoel ook magnetisme opwekken. Hier is sprake van twee verschillende soorten magnetisme: ferromagnetisme en elektromagnetisme.
Ferromagnetisme
In ferromagnetisch materiaal bewegen elektisch geladen deeltjes zich dusdanig dat ze qua magnetisch moment in dezelfde richting komen te staan. De mate waarin dit gebeurt, heet de magnetische verzadiging van het materiaal en bepaalt de grootte van het magnetisch veld dat er wordt opgewekt. Zodra er uit zo'n materiaal spontaan een magnetisch veld is ontstaan, dan blijft deze daarna (zonder menselijk ingrijpen) constant bestaan. Voorwerpen waarbij dit zo is gebeurd, noemen we dan ook een permanente magneten. Zulke magneten levert LTF uit Bariumferriet (BaFe), Neodymium (NeFeB) of AlNiCo V materiaal.
Permanente magneten LTF

De permanente magneten van LTF zijn verkrijgbaar in diverse vormen: rond, rond met gat, rechthoek, hoefijzer en staven. Multifunctioneel te gebruiken!
Elektromagnetisme
Magnetisme ontstaat dus door bewegende elektrisch geladen deeltjes. En stroom zoals er door een stroomkabel loopt, is niet meer dan dat. Het is dan ook niet vreemd dat ook dit een magnetisch effect oplevert. Elektrische en magnetische effecten zijn namelijk onlosmakelijk met elkaar verbonden: een elektrisch veld kan een magnetisch veld opwekken en andersom. Binnen het magnetisch spannen onderscheiden we elektropermanente magneten van reguliere elektromagneten. Een elektromagneet wekt een magnetisch veld op zolang deze van elektrische stroom wordt voorzien. Valt de stroom weg, dan is deze NIET meer magnetisch. Elektromagneten worden vanwege de veiligheid (bij stroomuitval) nagenoeg niet gebruikt bij magneetspannen. Een elektropermanente magneet daarentegen is zelf magnetisch gemaakt door elektriciteit. Valt daarbij de stroom weg, dan blijft deze wél magnetisch, totdat men het bewust demagnetiseert. Dit kan door het (de)polariseren van een magnetiseerbaar materiaal of het onderling verschuiven van permanente magneten, die daardoor de magnetische velden van elkaar opheffen of versterken. Met LTF gebruikt u hiervoor een speciale controller.
Andere vormen van natuurkundig magnetisme (zoals diamagnetisme, ferrimagnetisme, antiferromagnetisme en paramagnetisme) houden we buiten beschouwing.
Magnetische veldsterkte
Bij een elektromagneet wordt de sterkte van het magnetisch veld vooral bepaald door de stroom in ampère die men door de magneetspoel geleidt. Niet voor niets wordt de eenheid van magnetische veldsterkte ook in Ampère per meter (A/m) uitgedrukt. Bij (elektro)permanente magneten heeft de gebruiker hier echter geen invloed op: het is afhankelijk van de gekozen magneetplaat en/of controller. Daarom zijn de magneetplaten van LTF in verschillende veldsterktes uitgevoerd. De spankracht varieert zo tussen 75-180 Newton per vierkante centimeter of 4.050-8.200 Newton per pool bij rasterplaten.
Flux: het effect van een magneetveld
Een werkende magneet vormt sowieso een magneetveld. De aantrekkingskracht die dat magnetisch veld uitoefent op een materiaal kan echter wel variëren. Dit is afhankelijk van hoeveel of hoe goed veldlijnen van het magnetisch veld doordringen in het materiaal. De mate waarin dat gebeurt, noemt men de magnetische flux. In principe neemt de flux -en hiermee de spankracht van een magneetplaat- exponentieel toe met de sterkte van het magneetveld.

Fluxdichtheid (Tesla)
De aantrekkingskracht die door een magneet op een werkstuk wordt uitgeoefend, is vooral afhankelijk van (A) het materiaal, (B) de afmetingen van het werkstuk, (C) ruwheid van het contactoppervlak c.q. aanwezige tussenruimte en (D) hoe eenvoudig het magnetisch veld zijn natuurlijke weg kan volgen binnen het materiaal.
Het materiaal
Een magnetische veld wordt niet door alle materialen even goed geleid. Vooral van invloed hierop is de magnetische permeabiliteit en het koolstofgehalte van het materiaal. Een indicatie:
| Materiaal | Spankracht |
| Zacht staal | 100% |
| Gelegeerd staal | 70-80% |
| Gietijzer | 50% |
| Non-ferro | 0% |
Warmtebehandeling
Warmtebehandelingen veranderen de fysieke structuur van een materiaal. Dit heeft invloed heeft op de capaciteit van het materiaal om magnetisch velden (flux) te absorberen. Temperen is van alle oppervlaktebehandelingen het minst nadelig voor magnetisch spannen. Harden is het meest nadelig: geharde materialen geleiden de magnetische flux minder en hebben onder invloed daarvan ook de neiging om zelf magnetisch te worden. Hierdoor kan het moeilijk zijn om een gehard materiaal los te krijgen, na het uitschakelen van de magneetplaat.
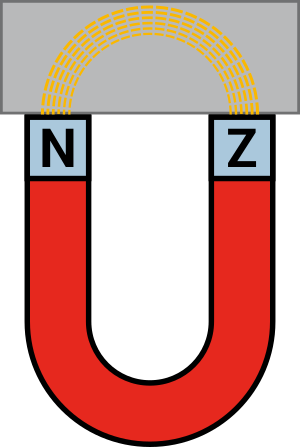
Werkstuk dikte
Het magnetisch veld (de flux) binnen een werkstuk dat men magnetisch spant, vormt een halve cirkel tussen opeenvolgende Noord- en Zuidpolen. De dikte van het werkstuk is dus bij voorkeur tenminste even groot als deze halve cirkel, oftewel de halve afstand tussen (het midden van) opeenvolgende polen. Indien het materiaal dunner is, dan vallen er magnetische veldlijnen buiten het werkstuk, waardoor men niet alle beschikbare spankracht benut.
Contactoppervlak
Naast materiaal is vooral ook de vorm en grootte van het contactoppervlak tussen magneet en het werkstuk van belang. In principe leidt een groter contactoppervlak tot een hogere spankracht. Hierbij is het van belang om tussenruimte of lucht (air-gap) tussen magneet en het werkstuk te voorkomen. Afhankelijk van de soort magneet kan een tussenruimte van 0,6 mm de spankracht al wel met tweederde verminderen! Ook verf, roest en dikke coatings kunnen dit effect hebben: dit vormt allemaal een tussenruimte die niet of minder geleidt.
Vorm van het oppervlak

Deze zijde vormt het contactoppervlak tussen materiaal en de magneetplaat.
| Oppervlak | Spankracht |
| Volledig vlak Overal contact |
100% |
| Heeft vlakke delen Deels tussenruimte |
40-60% |
| Veel tussenruimte Weinig contact |
15-20% |
Ruwheid van het oppervlak

Hoe gladder een oppervlak, hoe meer contact er met de magneetplaat is:
| Oppervlak | Spankracht |
| Geslepen | 100% |
| Nagefreesd | 80-90% |
| Voorgefreesd | 70-80% |
| Ruw, walshuid | 60-70% |
Grootte van het oppervlak
De spankracht neemt proportioneel toe met de grootte van contactoppervlak:

Contactoppervlak (cm²)
Temperatuur
De sterkte van een magnetisch veld neemt af naarmate men de maximale bedrijfstemperatuur van de gebruikte magneet overschrijdt. Een overzicht:
| Magneet | °C max. |
| NdFeB | 80°C |
| BaFe | 200°C |
| AlNiCo V | 250°C |
Magneetpolen in gebruik
Voor een maximaal contactoppervlak is het bij magneetplaten van belang om zoveel mogelijk opeenvolgende (Noord én Zuid) magneetpolen te bedekken. Bij magneetplaten met dwarspolen is dit om-en-om verdeeld: N-Z-N-Z-N-Z enzovoorts. Bij rasterplaten is dit zoals op een dambord verdeeld: diagonaal van een Noordpool liggen weer andere Noordpolen en bij een Zuidpool vice versa. Bedek bij voorkeur even veel Noord- als Zuidpolen; anders worden niet alle veldlijnen van de flux gebruikt.
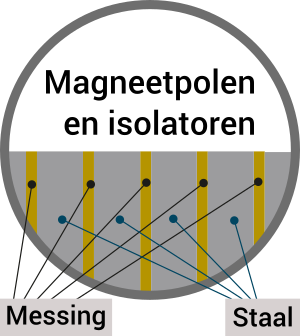
Poolverdeling bij rasterplaten
Door-en-door bewerkingen
Indien u door een werkstuk heen moet boren of frezen, wilt u natuurlijk niet uw magneetplaat beschadigen. De oplossing van LTF is om verhogingen tussen uw werkstuk en de magneetplaat toe te passen. Dit zijn speciale blokken die uitstekend magnetische flux geleiden, waartussen u door het werstuk heen kunt verspanen. Verkrijgbaar in vaste hoogte of verschuifbaar, zelf te fixeren of verend, in vier verschillende uitvoeringen. Ook geschikt voor onregelmatig gevormde (niet-vlakke) werkstukken. TIP: Bedekt u meer polen, dan behoudt u meer flux en spankracht.
EM50

EM50

EMC50

EMM50

Sterkte van de magneet
Alle voorgenoemde zaken hebben effect op de uiteindelijke spankracht van een magneet. Meerdere nadelige omstandigheden hebben daarbij een cumulatieve uitwerking: u kunt zich voorstellen dat een werkstuk van gietijzer (-50%) met tussenruimtes (-60%) en een ruw gefreesd (-20%) oppervlak niet optimaal te spannen is. Mede daarom kiest men vaak voor een sterkere magneet(plaat) dan er strikt theoretisch noodzakelijk is bij het spannen.
Freesstrategie
Bovendien heeft de toegepaste freesstrategie ook veel invloed op de spankracht van een magneetplaat: zware verspaning met hoge radiale en axiale snedediepte en/of voeding oefent enorm veel krachten op het werkstuk uit, waardoor deze kan verschuiven. Frezen met hoge snijsnelheid (HSC) of hoge voeding (HFC) en kleinere snededieptes (Ae/Ap) is dan veel meer proceszeker.
Advies nodig?
Magnetisch spannen is interessante materie, maar we begrijpen het als u inmiddels door de bomen het bos niet meer ziet. Er zijn ook veel zaken waar u rekening mee kunt houden. Vaak wordt het magneetspannen dan ook op projectbasis geïmplementeerd, waarbij we samen met de gebruiker inventariseren wat de beoogde toepassing, materiaal, werkstuk en bewerking allemaal inhoudt. Hierbij adviseren wij u graag, uiteraard met de volledige ondersteuning van LTF als fabrikant.
Heeft u interesse? Neem dan contact op voor een vrijblijvend advies, bij u op locatie.
LTF magneetplaten e.d. (PDF)
