Wat is trochoïdaal frezen?
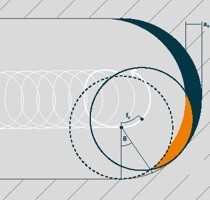
De term trochoïdaal komt oorspronkelijk van het Griekse woord trochos, dat wiel betekent. Een willekeurig punt op een rollend wiel omschrijft namelijk een baan die sterk overeenkomt met het freespad bij (dynamisch) trochoïdaal frezen. Deze baan is een speciale kromme die trochoïde heet, waardoor men ook wel spreekt van trochoïde frezen. Overige termen die men kan hanteren zijn: wervelfrezen, tuimelfrezen, adaptief frezen en Wave Milling.
Het gaat hier om een freesstrategie die, met name bij het voorfrezen, slimmere en efficiëntere freespaden hanteert. Hierdoor kan er meer materiaal in een kortere tijd verwijderd worden, zonder enige vorm van kwaliteitsverlies. Door de beweging van de tafelvoeding te combineren met een cirkelvormig freespad, worden de verspaningscondities namelijk positief beïnvloed, vooral bij het in- en uittreden van de frees. Doordat men hierbij met een kleinere snedebreedte (Ae), maar tegelijkertijd wél met de complete snijlengte van de frees werkt, worden de krachten die bij het verspaningsproces optreden fors gereduceerd én beter verdeeld. Meer verspanend volume en minder slijtage dus.
Trochoïdale freesstrategieën
Binnen het trochoïdaal frezen zijn er drie verschillende freesstrategieën te onderscheiden. Dit varieert tussen uitsluitend cirkelvormige freespaden bij het statisch trochoïdaal frezen, tot strategieën waarbij de frees dichter bij het te verspanen materiaal wordt gehouden, wanneer de frees niet in snede is. Dit wordt toegepast bij het dynamisch en pendelend trochoïdaal frezen. Omdat de vorm van deze baan complexer is dan een cirkel, vereist dit meer dynamiek van de CNC machine.
Statisch
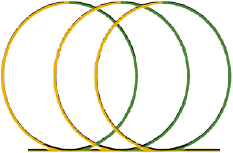
De meest eenvoudige trochoïdale beweging is een cirkel of ellips, die vanwege de tafelvoeding telkens opschuift door het product.
- Effectieve verspaantijd: GOED
- Vereiste CAM dynamiek: LAAG
Dynamisch
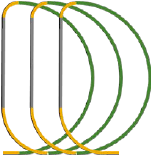
De frees beweegt in ijlgang (grijs) lineair tussen uit- en intreden (geel). Vereist van de machine wat meer dynamiek dan bij statisch gebruik.
- Effectieve verspaantijd: BETER
- Vereiste CAM dynamiek: MIDDEL
Pendelend
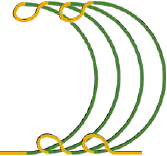
De frees treedt telkens in aan de zijde waar deze uittreedt: een pendelende (op-en-neer) beweging. De frees is zo bijna continu in snede.
- Effectieve verspaantijd: BEST
- Vereiste CAM dynamiek: HOOG
Wanneer spreekt men van trochoïdaal frezen?
Strikt genomen spreekt men alleen van trochoïdaal frezen als men een gleuf freest met uitsluitend cirkelvormige freespaden. De radius van de freespaden is daarbij constant (afgezien van de in- en uittreedradiï) en vergelijkbaar met de radius van de gleuf. Alleen dan is er namelijk spraken van een trochoïde of trochoïdale kromme, zoals in de illustratie bovenaan. In de praktijk gebruikt men deze term echter ook vaak als men het over dynamisch frezen heeft.
Het verschil met dynamisch frezen
Bij dynamisch frezen worden vrije werkstukcontouren gefreesd, waarbij de freespaden bestaan uit zowel cirkelvormige als rechte banen. De cirkelvormige banen kunnen deels bestaan uit rechte lijnen of zeer grote radiï, gecombineerd met kleinere radiï bij het in- en uittreden van de frees. Trochoïdale freespaden kunnen ook onderdeel zijn van een dynamisch freesprogramma. Verder wordt dynamisch frezen ook wel gebruikt voor bewerking van de rechte en gekromde vlakken (concaaf, convex) in de buitencontouren van een werkstuk.
VIDEO: Trochoïdaal of dynamisch frezen?
De video toont een demonstratie van de CAM productie dagen tijdens ons open huis. De demo noemden we trochoïdaal frezen, maar het is eigenlijk meer dynamisch. En hoe!
- Materiaal: 1.7225 (42CrMo4)
- Gereedschap: LMT Fette 1443C Ø12 mm, Z=8, LCPK30M
- Verspaningsparameters: Ap=20 mm, Vc=310 m/min, Vf=12.500 mm/min (tevens Vf=15.000 mm/min)
- CAM software: hyperMILL
- Machine: Hurco VMX 42 HSi

Waarom trochoïdaal frezen?
Trochoïdaal frezen brengt veel voordelen met zich mee. Veldtesten van LMT wijzen uit dat dit t.o.v. conventioneel frezen de gemiddelde spaandikte en het verspanend volume met 30% tot 300% kan verhogen, waarbij het draaimoment en de snijkracht met 30-75% gereduceerd kunnen worden. Daarbij wordt uw spindel minder belast en is er minder warmte-ontwikkeling.
Het uitvoeren van een trochoïdaal freesprogramma kost een CNC machine vaak wel wat meer vermogen dan bij conventioneel frezen: zo'n 25% tot 150% meer, afhankelijk van de bewerking.
Procesverbetering
- Bewerkingstijd verkorten
- Constantere verspaancondities
- Vermindering van vibraties
- Minder spilbelasting
- Minder warmte-ontwikkeling
- Hogere proceszekerheid
Lagere kosten
- Hogere standtijden
- Grotere snededieptes mogelijk
- Hoger verspanend volume
- Kleinere freesdiameters nodig
- Semi-nafrezen niet meer nodig
- Eén freesdiameter voor alles
Heb ik speciale frezen nodig?
In principe niet, maar de frees moet wel voor deze bewerking geschikt zijn. In de recentste LMT freescatalogus bijvoorbeeld, staat bij iedere geschikte frees het volgende icoontje afgebeeld.