OptiMill-Uni-Wave: volhardmetaal ruwfrezen van Miller met kwadratisch-oppervlaktemoment-geometrie
Een geweldige innovatie op het gebied van ruwfrezen: dat is OptiMill-Uni-Wave van Miller. Dankzij een nieuw innovatief ruwfreesprofiel met spaanbrekers worden spanen extra klein gehouden en extreem snel afgevoerd. Door deze effectievere spaanvloei kon men ook aanvullende verbeteringen in de geometrie doorvoeren. Zoals een extra convexe spaanruimte, waardoor de frees minder radiale krachten ondervindt. Dit maakt veel hogere inzetwaarden en verspaningsvolumes haalbaar. Ook zorgt dit ervoor dat Uni-Wave gebruikt kan worden om gleuven tot 2xD te frezen. Daarbij zorgen de ongelijke spiralisering en tandsteek voor een rustig freesproces met lage belasting.
Even voorstellen: Uni-Wave
- Volhardmetaal 5-snijder ruwfrezen met spaanbrekers op de flanken
- Vergroot uw rendement, middels sterk verhoogde voedingssnelheid
- Optimale spaanafvoer: door korte, zeer compact gevormde spanen
Fabrikant: Miller
Het in 1991 opgerichte MILLER is specialist op het gebied van roterend volhardmetaal gereedschap. Meer...

Technologie in OptiMill®-Uni-Wave:
- Innovatief spaanbreker-ruwfreesprofiel: voor korte, kleine spanen; maakt met optimaal ongelijke tandverdeling hoge tandvoedingen mogelijk.
- Spaanruimte is extra convex: snijkanten worden extra gestabiliseerd.
- Ongelijke spiraal en tandverdeling: freest rustig, met weinig vibraties.
- Hoge snededieptes: gehele snijlengte (L2) inzetbaar; hoge spaanvolumes.
Keuze uit wel 7 uitvoeringen:
OptiMill-Uni-Wave is leverbaar in verschillende uitvoeringen: kort, lang, verlengd, extra lang, 3xD, 4xD en zelfs in een uitvoering met inwendig axiaal koelkanaal. Met deze ruime selectie heeft u altijd de mogelijkheid om een geschikte frees te kiezen voor uw toepassing: Uni-Wave is geschikt voor stalen, RVS en gietijzers.






Performance Line
Met 45° fase
Gleuffrezen
Hoekfrezen
Trochoïdefrezen

Schuin induiken
Advies: Afhankelijk van het materiaal is gleuffrezen tot 2xD mogelijk: zorg hier voor een goede spaanafvoer (geen langspanend materiaal) en stem de aanbevolen inzetwaarden af op uw situatie. Voor trochoïdefrezen is een type met vrijligging (L3) aanbevolen. Schuin induiken is tot een hoek van max. 10° mogelijk. Axiaal induiken is beperkt (!) mogelijk: voedingssnelheid sterk verlagen.
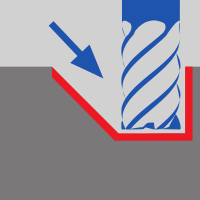
Geometrie van OptiMill-Uni-Wave: kwadratisch oppervlaktemoment
Het kwadratisch oppervlaktemoment of oppervlaktetraagheidsmoment is een geometrische eigenschap die mede bepaalt hoeveel weerstand iets tegen verschillende momentkrachten heeft. Een goed voorbeeld hiervan is een I-profiel of H-balk: deze hebben veel meer draagkracht dan een buis of plank van evenveel gelijk materiaal. Met speciale software en krachtsimulatie kan men ook andere geometrische vormen, bestand tegen specifieke momentkrachten, construeren. Een frees bijvoorbeeld. Dit heeft Miller gedaan met hun OptiMill®-Uni-Wave ruwfrezen: dankzij een uniek spaanbrekerprofiel kon men de spaanruimtes in deze frezen verkleinen, zonder een verlies van spaanafvoer. Deze kleinere spaanruimtes brengen de grote voordelen: wegens de verkleining zijn deze natuurlijk ook meer convex gevormd. Zo worden spanen eerder en/of sneller omgebogen, waardoor deze spanen ook kleiner gevormd (opgerold) worden en de spaanvloei meer axiaal naar boven wordt geforceerd. Hierdoor wordt een deel van de radiale kracht (Frad) verplaatst naar het axiale vlak. Gevolg: de frees buigt radiaal minder door; het kwadratisch oppervlaktemoment! En wanneer er minder buiging optreedt, is een frees beter bestand tegen breuk. Zo kan OptiMill-Uni-Wave dus met veel hogere voedingssnelheid ingezet worden.
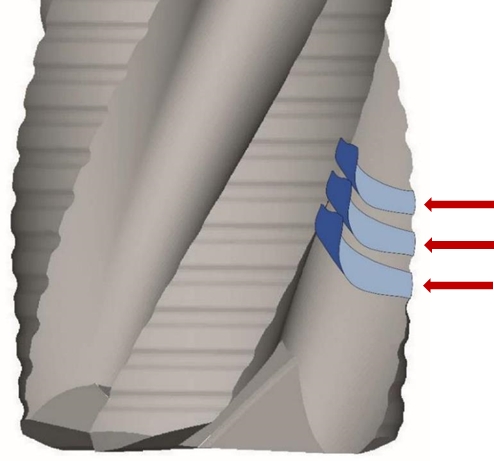
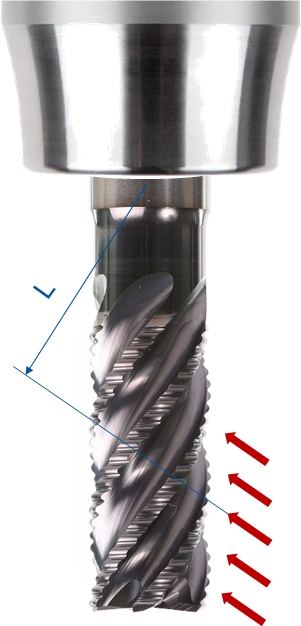
Spaanvorming bij ruwfrezen
Ruwfrezen zijn ontworpen voor hoge verspaningsvolumes. Voor dit volume hebben ze veel grotere spaanruimtes, met spaanbrekers om de spaanafvoer makkelijker en vooral sneller te maken. Want kleine spanen vloeien beter weg. Een gevolg van grote spaanruimtes is echter dat de spaanvloei een flauwer (minder convex) pad volgt en zo de radiale druk op zo'n frees vergroot. Dit ziet u in de afbeelding hieronder. Samen met de radiale snijkracht die reeds loodrecht op de snijkant staat, buigen ruwfrezen vaak enigzins door.
Snijkracht bij frezen: Frad
Reguliere frezen ondervinden krachten loodrecht op de snijkant vooral radiaal:

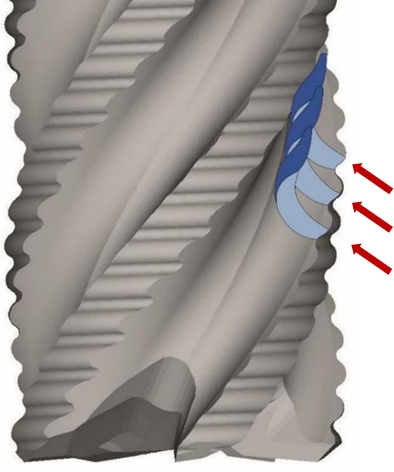
Spaanvorming Uni-Wave
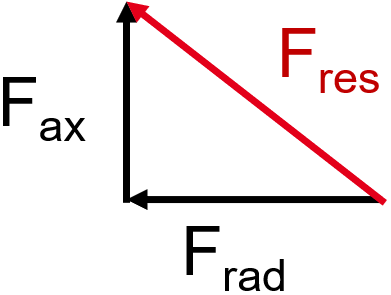
Snijkracht Uni-Wave: Fres
Hierboven het unieke van OptiMill-Uni-Wave: radiale kracht (Frad) gecombineerd met axiale kracht (Fax) geeft een netto resulterende kracht (Fres) schuin naar boven. Dit maakt de frees nauwkeuriger en minder gevoelig voor breuk, waardoor veel hogere voedingen per tand kunnen worden gehanteerd. Zo freest u dus veel sneller!
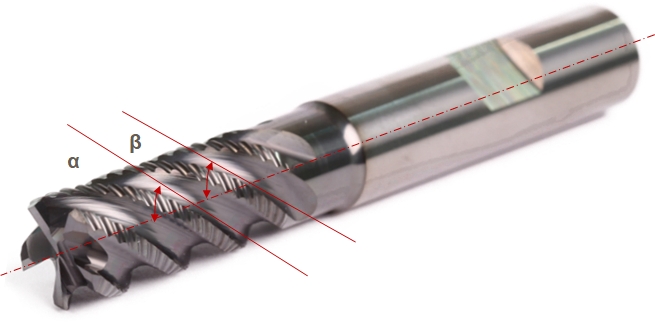
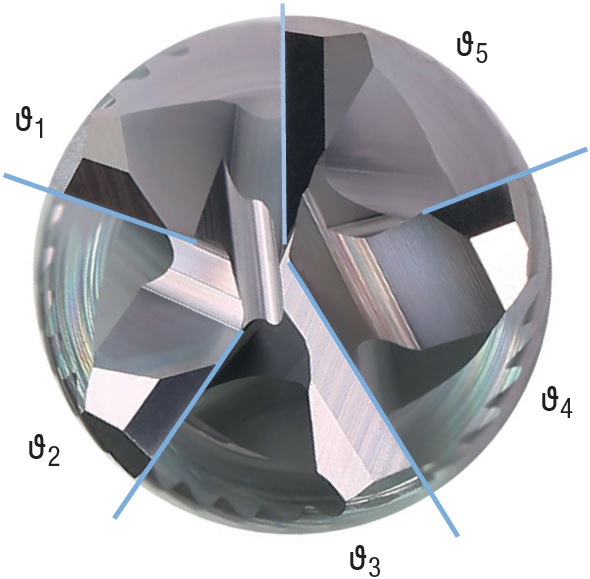
Ongelijke spiraalhoeken (α≠β) en ongelijke tandverdeling (θ) voor een harmonieus krachtenspel
Sneller frezen met hoge verspaningsvolumes geeft altijd risico op harmonische trillingen. Dit kunt u ervaren als vibraties of zelfs hoorbaar geluid (fluiten of "gillen") bij het frezen. En freespaden die regelmatig of gelijkmatig vloeiend zijn, zoals bij "Wave Milling" gangbaar is, kunnen zelfs duidelijk voelbare trillingen veroorzaken. Om juist dit fenomeen tegen te gaan, zijn de snijkanten van OptiMill-Uni-Wave zowel in de lengterichting als op de kopse kant ongelijk verdeeld. In andere woorden: de snijkanten zijn onderling verschillend gespiraliseerd (spiraalhoeken) en de tandsteek of tandverdeling is onregelmatig. Dit ziet u hieronder afgebeeld. Dankzij deze onregelmatigheden liggen de snijkrachten nooit precies in elkaars verlengde, zodat eventueel resulterende trillingen elkaar ook niet harmonisch kunnen versterken. Sterker nog: het onregelmatige krachtenspel kan zelfs individueel (onversterkte) nadelige trillingen opbreken. Miller OptiMill-Uni-Wave geeft dus geen harmonische trillingen in uw freesproces, maar u kunt er wel harmonieus mee frezen. Rustig dus.
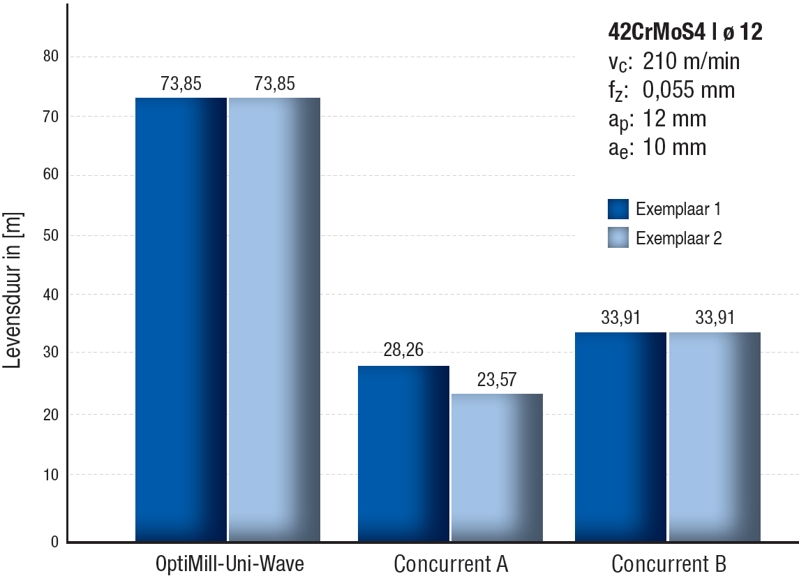
Vergelijk met concurrenten
OptiMill-Uni-Wave Ø12 is ingezet op 42CrMoS4 gereedschapstaal met parameters: Vc=210 m/min Fz=0,055 mm/z Ap=12 mm Ae=10 mm en een totale levensduur van 73,85 meter afgelegde weg. De concurrenten in het testveld kwamen hier niet verder dan 34 meter levensduur. Hiermee vergeleken is OptiMill-Uni-Wave van Miller dus ruim 2x zo duurzaam. Pure efficiëntie! En dan laten we de hogere inzetwaarden van OptiMill-Uni-Wave zelfs nog buiten beschouwing...
Documentatie (PDF)

Inzetwaarden (PDF)
Naslijpen en specials
OptiMill-Uni-Wave kan worden nageslepen. Ook zijn specials met een aanpassing op de snijkanten, afwijkende hoekfase of hoekradius leverbaar. Door de unieke geometrie is het aantal snijkanten (vijf) hierbij echter NIET te wijzigen.