IC-TOOLTEK opnames voor draaigereedschap met inwendige koelkanalen
Kintek introduceert IC-TOOLTEK draaibankopnames met interne koelkanalen. Hiermee kunt u uw draaigereedschap met inwendige koelmiddeltoevoer optimaal benutten. Op die manier kan koelmiddel dichtbij de snede uittreden voor een effectievere smering en koeling. Daarnaast is IC-TOOLTEK ook geschikt voor hoge koelmiddeldruk, zodat een betere indringing in de snijzone mogelijk is. U benut zo alle voordelen van optimale koelmiddeltoevoer, om de levensduur van uw gereedschap te verhogen.


Eigenschappen
- Intern koelkanaal voor draaien met koeling dichtbij de snede
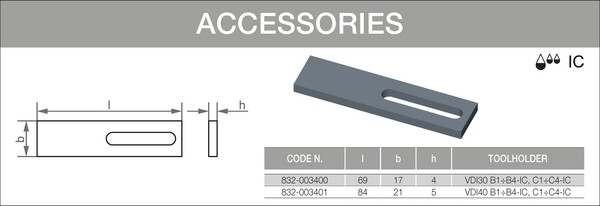
- Extra lange koelmiddelgleuf voor een optimale aansluiting op draai-beitels met interne koelkanalen
- Geschikt voor hogedruk koeling
- Standaard assortiment voor BMT, VDI, HSK-T en PSC zoals Capto®
- Leverbaar in diverse oriëntaties: axiaal, radiaal, rechts, links, op zijn kop, 90° haaks, 45° schuin
- Ook als optie mogelijk bij andere draai-opnames (semi-standaard)
Voordelen
- Optimale koeling van het gebied waar hitte juist tot slijtage leidt
- Compatibel met een breed scala draaibeitels met interne koeling, van verschillende fabrikanten
- Koelmiddel onder hoge druk biedt betere indringing in de snijzone
- Bij lage temperatuur behoudt uw gereedschap langer zijn hardheid
- Koeling dichtbij de snede overwint eerder de luchtstroom van rotatie, optimaal voor hoge snijsnelheden!
- Een oplossing voor elke draaibank
Koelmiddel verhoogt de levensduur van uw wisselplaten!
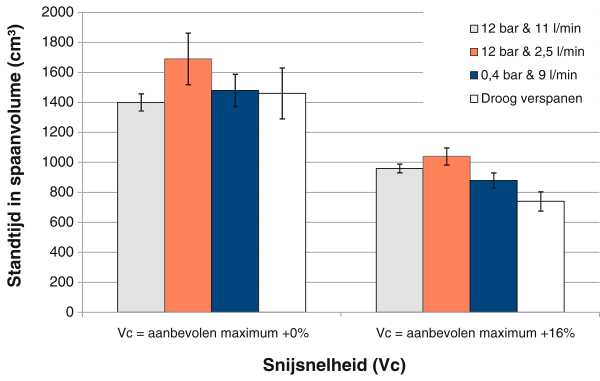
[1] SNMG 120408 in P15 kwaliteit en 3-laags coating op 1.1191 staal; Vc=490-570 m/min
Onderzoek heeft al vaker uitgewezen dat koelmiddeltoevoer de levensduur van een gereedschap bij het verspanen fors kan vergroten. Dit komt met name doordat het de temperatuur van het gereedschap verlaagt. En dat gaat beter als koelmiddel zo snel en effectief mogelijk bij de snijkant kan komen. Hierbij helpt het om koelmiddel via de opname en door het draaigereedschap dichtbij de snede te laten uittreden. Daarnaast zorgt een hogere koelmiddeldruk voor betere indringing van dit gebied. De grafiek boven [1] laat zien dat dit gemiddeld tot betere standtijden leidt dan conventioneel koelen (lage druk, hoog volume) en droogverspanen.

Temperatuur is een van de grootste oorzaken van slijtage
Naast de slijtagevormen die echt direct door warmte ontstaan, zoals thermisch-mechanisch falen (kamvormige spanningsscheuren) of een snijkantvervorming, heeft temperatuur ook sterke invloed op chemische vormen van slijtage. Vaak worden deze gefaciliteerd door warmte, of verlopen sneller als het warmer is. Zelfs op abrasieve slijtage heeft temperatuur invloed. Hitte heeft namelijk een temperend effect (warmtebehandeling) op het gereedschap, waardoor diens hardheid geleidelijk zal afnemen. En naarmate gereedschap "zachter" wordt, zal de snijkant ervan steeds sneller door frictie met het werkstuk afschuren.
Koeling is bij draaibewerkingen extra belangrijk
Met name draaibewerkingen hebben veel baat bij koelmiddeltoevoer. Dit komt omdat een draaigereedschap bij het verspanen gedurende een groter gedeelte van de bewerkingstijd daadwerkelijk in snede is. Vergelijk dit maar eens met een meersnijdige frees: op een willekeurig moment is er één tand in snede, terwijl de overige tanden geen contact met het werkstuk hebben, en door hun rotatie ook nog extra (lucht)gekoeld worden. Zeg dat dit bij 5.000 RPM gebeurt, dan is een freestand per omwenteling telkens slechts 0,012 seconde aansluitend in snede. Bij het draaien over een aslengte is dit al snel 100 keer langer; veel meer hitte!
Meer informatie over de voordelen van koelmiddeltoevoer onder hoge druk bij draaibewerkingen vindt u in dit artikel op onze kennisbank. Hierbij hebben wij ons gebaseerd op een wetenschappelijk artikel [1] uit 2010 waarin deze effecten zijn onderzocht. Daar blijkt ook dat koelmiddelvolume van ondergeschikt belang is.
IC-TOOLTEK opnames sluiten perfect aan bij deze bevindingen: ze brengen koelmiddel dichtbij de snede en zijn in staat om met hoge koelmiddeldruk een betere indringing te verzorgen. Zo kunt u alle voordelen van een optimale koelmiddeltoevoer benutten, om de prestatie en levensduur van uw gereedschap te verhogen.



** Indien toegepast in combinatie met hiervoor geschikte draaibeitels en -gereedschap.
IC-TOOLTEK brochure

IC-TOOLTEK aanbieding 2020

Een greep uit het IC-TOOLTEK assortiment:
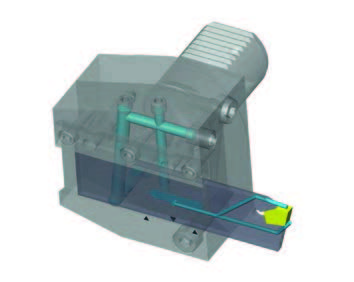
Hier schetsen we een overzicht van de diverse opnames die met IC-TOOLTEK interne koelkanalen leverbaar zijn. Er zijn oplossingen voor BMT, HSK-T, maar ook polygoon opnames zoals Capto® volgens ISO 26623-1 en natuurlijk VDI.
Tevens willen we benadrukken dat andere gereedschapopnames naar wens ook met IC-TOOLTEK koelkanalen leverbaar zijn: semi-standaard, prijs op aanvraag.
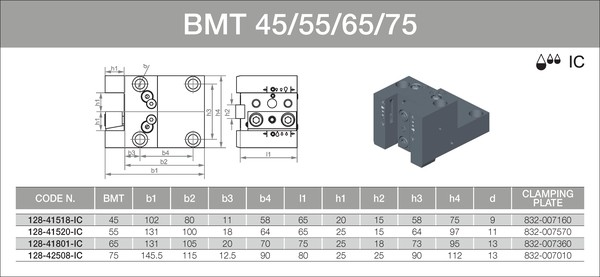
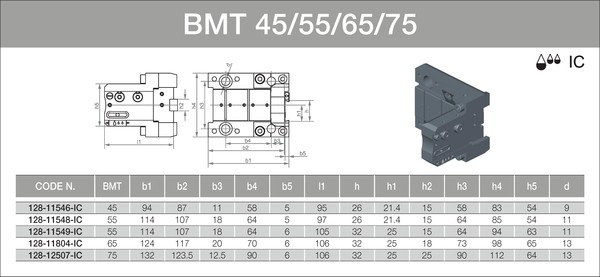
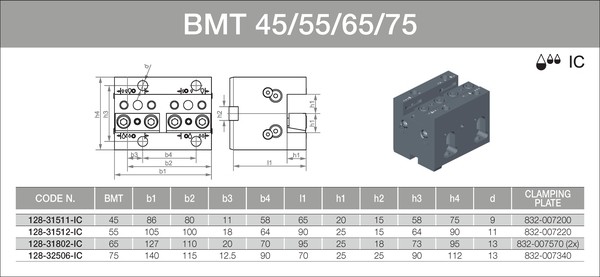
IC-TOOLTEK voor BMT
Opnames voor draaigereedschap met inwendige koelmiddeltoevoer, geschikt voor machines met een BMT45, BMT55, BMT65 of BMT75 bevestigingswijze.
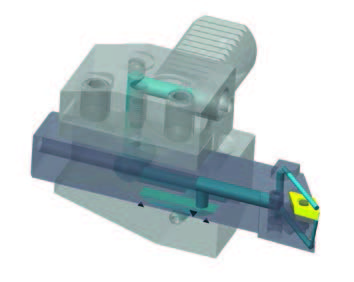
IC-TOOLTEK voor HSK63-T
Houders voor draaigereedschap met inwendige koelmiddeltoevoer, geschikt voor draaibanken met machineopname voor HSK-T conussen volgens DIN 69893 norm.




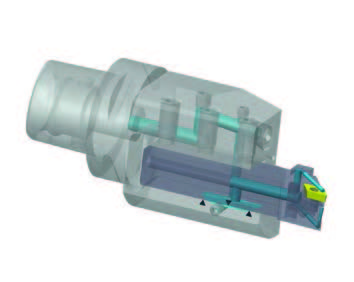
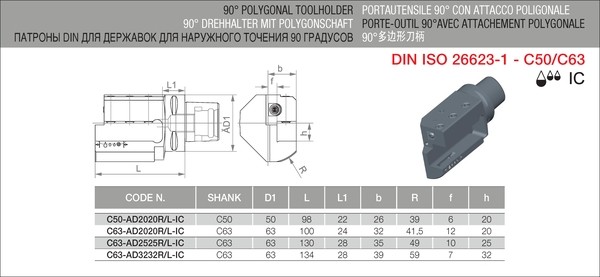
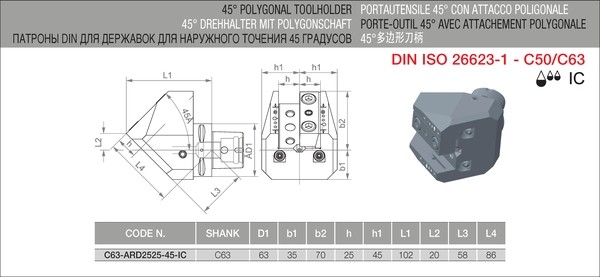
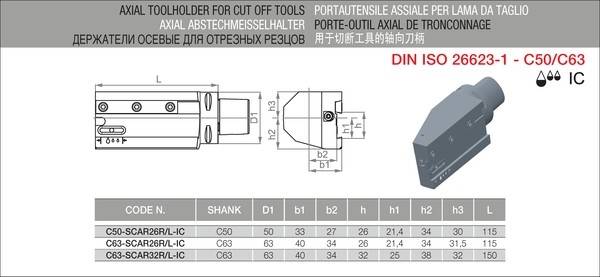
IC-TOOLTEK voor ISO 26623-1 polygoon (C50/C63)
Gereedschapopnames voor draaigereedschap met inwendige koelmiddeltoevoer, geschikt voor draaibanken met een machineopname voor polygonale conussen volgens ISO 26623-1 norm. Dit is de norm die ook voor Capto® in gebruik is.
Andere benamingen hiervoor zijn: PSC (Polygonal Shaft Cone) of simpelweg C voor Capto® met een maat erachter, zoals C50 en C63 of nog korter door dit gewoon C5 en C6 te noemen. Dit heeft alles te maken met het feit dat Capto® een gedeponeerd handelsmerk is, dat nu (nog) niet zomaar vrij te gebruiken is.
Aangezien alle afmetingen en toleranties vastliggen in de ISO 22623-1 norm, kunt u zeker zijn dat polygoon of PSC opnames hetzelfde passen als Capto®.
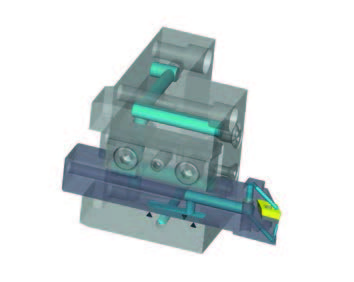
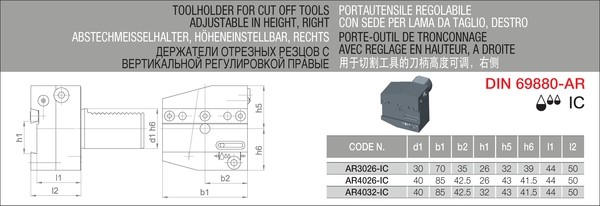
IC-TOOLTEK voor VDI
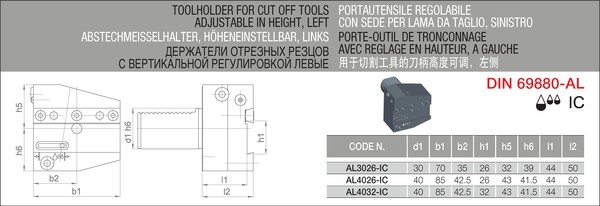
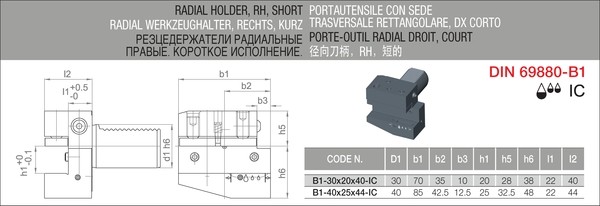
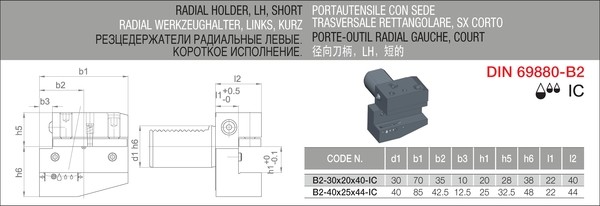
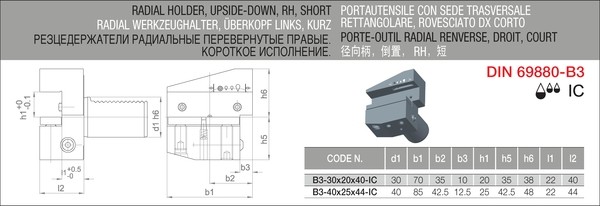
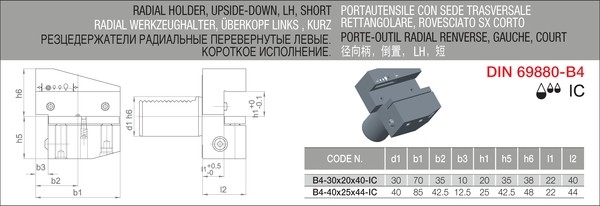
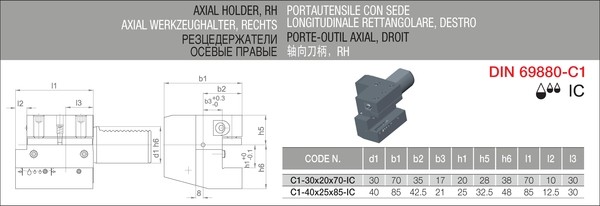
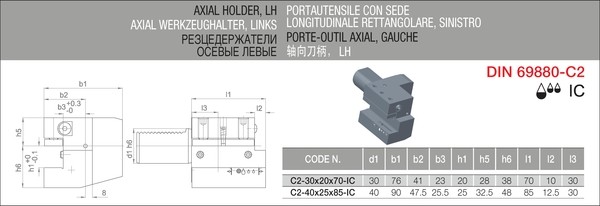
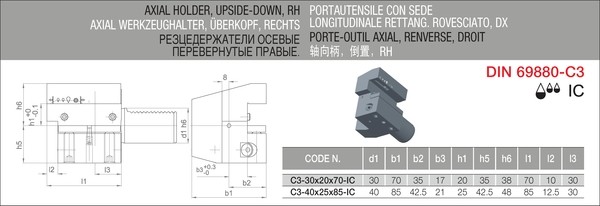
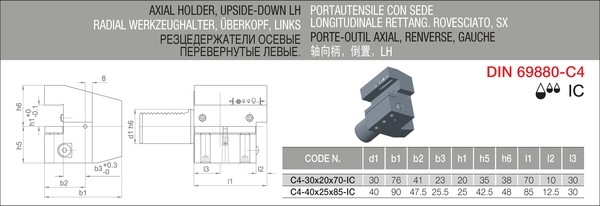
Opnames voor draaigereedschap met inwendige koelmiddeltoevoer, geschikt voor draaimachines met een VDI opname volgens DIN 69880 norm.
Bronnen
[1] Diniz, Anselmo & Micaroni, Ricardo & Hassui, Amauri (2010) Evaluating the effect of coolant pressure and flow rate on tool wear and tool life in the steel turning operation. International Journal of Advanced Manufacturing Technology 50: 1125-1133