Meetdoorns: de uitlijning en nauwkeurigheid van verspaningsmachines controleren
Procesbeheersing is een belangrijk aspect van de verspaningsbranche: voor de productie van nauwkeurig maatvaste onderdelen en constructies is een gecontroleerd verspaningsproces een must. Want zelfs het beste gereedschap kan geen optimale prestaties leveren, als het in een machine met onnauwkeurigheid wordt gebruikt. Het is dus belangrijk dat men eventuele onnauwkeurigheden in bewerkingsmachines tijdig signaleert en verhelpt. Hierbij zijn specifiek ontworpen meetdoorns van nut: voor draaimachines worden deze gebruikt om de orthogonale oftewel loodrechte uitlijning van de gereedschappositie(s) in de turret te controleren, terwijl meetdoorns voor freesmachines vooral gebruikt worden om de machinespil op rondloopnauwkeurigheid te controleren. Er zijn diverse varianten met een opname voor uw machine:






Eigenschappen
- Vervaardigd uit een sterke staal-legering, trekvastheid 800-1000 N/mm2
- Alle meetdoorns zijn 58±2 HRC inzetgehard; tussen 0,6 en 0,8 mm diep
- Na het harden spanningsvrij gemaakt door onlaten, dan chemisch gezwart
- Zeer nauwkeurig op maat geslepen: 5µm rondloop bij cilindriciteit van 3µm
- Meetdoorns uitgevoerd met conus voldoen aan hoogwaardige AT3 norm
- Bewezen 100% kwaliteitscontrole: een meetcertificaat bij elke meetdoorn
- Draaibank opnames: VDI16, VDI20, VDI25, VDI30, VDI40, VDI50, VDI60 naast specifieke opnames voor DMG Mori, Okuma, Doosan, Mazak en Biglia
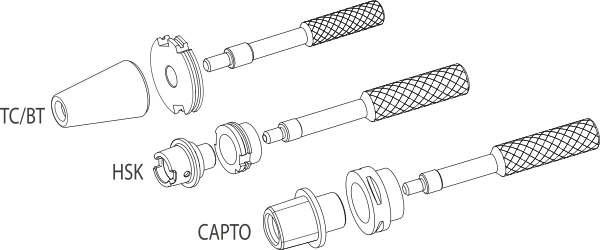
- Freesbank opnames: HSK-A32/40/50/63/100/125, HSK-C, HSK-F of B+D, SK30/40/50, BT30/40/50 en C40/50/63/80 van ISO26623-1 zoals Capto®
- Ook leverbaar met uitrichtgereedschap voor gereedschapwisselaars (ATC)
Documentatie (PDF)

Promoflyer (PDF)
Meetdoorns voor draaimachines
Meetdoorns voor draaimachines worden gebruikt om de orthogonale oftewel loodrechte uitlijning van de gereedschappositie(s) in de turret te controleren. Heeft deze afstelmogelijkheden, dan zijn zulke afwijkingen zelfs te verhelpen.
Voordelen
- De loodrechtheid (orthogonaliteit) van turrets controleren en garanderen
- Afwijking in stand is vaak zelf te verhelpen; bespaart een monteurbezoek
- Juiste turretstand voorkomt maatafwijkingen en afkeur van eindproducten
- Meer procesbeheersing: uw draaimachines zijn individueel te beoordelen
Gebruiksaanwijzing: U plaatst de meetdoorn in de turret, zoals u ook met een reguliere gereedschapopname zou doen. Daarna bevestigt u in de machine een meetklok en laat diens tasterstift de geslepen omtrek van de meetdoorn raken. Beweeg tenslotte de X-as van de machine tussen minimale en maximale stand, zodat u enige verschillen op de meetklok kunt waarnemen. Als de turret correct is uitgelijnd, is er over de X-as niet/nauwelijks variatie in de wijzerstand.
Toont de meetklok echter een geleidelijke af- of toename over de X-as, dan kunt u er zeker van zijn dat de turret-opname niet loodrecht op het werkvlak staat. De stand van een turret is bij veel draaimachines instelbaar, zodat men zelf een loodrechte stand (orthogonaliteit) kan bereiken, na controle met de meetdoorn.
Meetdoorns voor freesmachines
Meetdoorns voor freesmachines worden vooral gebruikt om de machinespil op rondloopnauwkeurigheid te controleren. Door de lange uitsteeklengte van de geslepen meetdoorn zijn afwijkingen duidelijker met een meetklok te bepalen.
- De rondloopnauwkeurigheid van freesspindels controleren en garanderen
- Meer procesbeheersing: uw freesmachines zijn individueel te beoordelen
- Vroegtijdige signalering van spilslijtage en/of overige onnauwkeurigheden
- Behoud van hoge rondloopnauwkeurigheid reduceert gereedschapslijtage en geeft een betere oppervlaktekwaliteit en maatvastheid in eindproducten
- Meten is weten: beoordeel zelf de noodzaak van periodiek spilonderhoud
Gebruiksaanwijzing: U laat de tasterstift van uw meetklok op een bepaalde uitsteeklengte de meetdoorn raken, zodat de taster iets onder veerdruk staat. Bijvoorbeeld tot de klok 0,2 mm aangeeft. Vervolgens draait u de spil langzaam met de hand rond, waarbij u kijkt hoever de meetklok uitslaat. Hierbij noteert u de minimale en maximale waardes die de meetklok aangeeft. Het verschil tussen deze twee meetwaarden is de rondloopafwijking, op deze uitsteeklengte van de meetdoorn. Het is aanbevolen om deze meting op meerdere uitsteeklengtes te herhalen voor een vollediger beeld. Bijvoorbeeld aan het begin, dan nogmaals circa halverwege en tenslotte nog eenmaal aan het uiteinde van de meetdoorn. Dit geeft ook een indicatie van het effect op gereedschap van diverse lengtes.
Rondloopnauwkeurigheid van freesmachines
Met rondloop bedoelt men de slingering van een roterend gereedschap t.o.v. diens rotatiecentrum of hartlijn. Deze slingering is een afwijking of fout in de cirkel die een gereedschap van een bepaalde diameter per omwenteling in het radiale vlak omschrijft. Rondloopfouten hebben direct invloed op maatvastheid en oppervlaktekwaliteit van het eindproduct, maar vooral ook op de standtijd van het gereedschap. De oorzaak hiervan is een ongelijkmatige belasting van het gereedschap, waardoor de snijkracht niet goed over de gehele geometrie of verschillende tanden wordt verdeeld. Meer hierover: zie onze kennisbank.
Rondloopafwijkingen kunnen een gevolg zijn van onnauwkeurigheden in het productieproces (slijpen) van het gereedschap, afwijkingen in geometrie of concentriciteit, imperfecte spangereedschappen en dynamische of statische afwijkingen in de machinespil. Met een meetdoorn is dit laatste te controleren.
Door de machinespindel regelmatig op rondloopafwijkingen te controleren, kunt u potentiële problemen in een vroeg stadium identificeren: na het monteren van de meetdoorn in uw machineopname, kunt u met een meetklok controleren hoe nauwkeurig de rondloop van uw spindel is. U kunt dan kijken of deze metingen binnen uw voorschriften of specificaties van de machinefabrikant vallen. Meet u grotere rondloopafwijkingen, dan is een onderhoudsbeurt van de machine(spil) aanbevolen. Verspaners die dit consequent doen, zijn beter op de hoogte van de kwaliteit in hun spindels en kunnen dus meer procesbeheersing toepassen. Dit kan significante verbeteringen in standtijden van gereedschap en kwaliteit van eindproducten opleveren. En andersom geldt: als de spindel in goede staat blijkt te zijn, kan men voorbarig onderhoud (dus machinestilstand) voorkomen.
U kunt ook de automatische gereedschapwisselaar (ATC) uitlijnen!
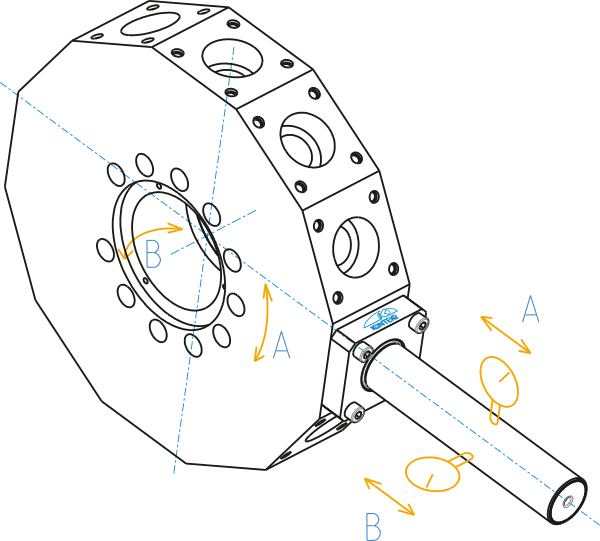
Er zijn ook kits verkrijgbaar waarmee de coaxiale uitlijning van de automatische gereedschapwisselaar (ATC) in de freesmachine te controleren -en afstellen- is. Aan de gereedschapwisselaar zit een grijper die een gereedschapopname bij de flens vastpakt, zodat de ATC arm de opname naar de machinespil kan brengen. Hier is het belangrijk dat deze arm op de juiste positie eindigt, zodat de grijper met opname in lijn staat met de machinespindel en diens aantrekmechanisme. Anders kan het gebeuren dat de gereedschapopname niet door de machine in de spindel opgenomen en vergrendeld kan worden. Dit kan de oorzaak zijn van bepaalde foutmeldingen of storingen. Het uitlijnen geschiedt door een conus en flens (los van elkaar) met een getrapte paspen in elkaars verlengde te brengen. Men verstelt de ATC arm tot de paspen zonder obstructie in flens/conus past.
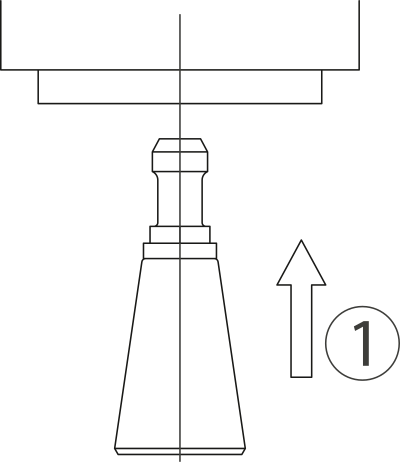
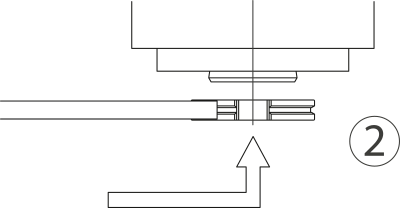
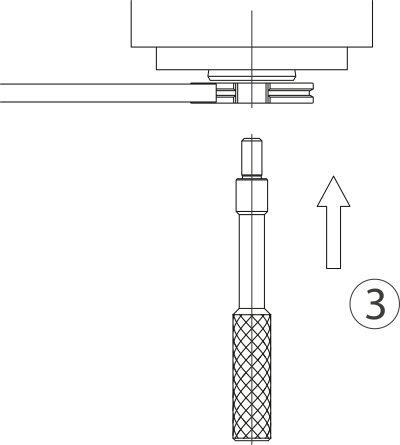
Gebruiksaanwijzing: [1] Monteer een aantrekbout (pullstud) passend bij uw machine in de conus van de meetdoorn en bevestig het geheel handmatig in de spindel. [2] Bevestig de meegeleverde flens in de grijper van de automatische gereedschapwisselaar (ATC) en beweeg deze naar de spindel toe, dichtbij de gemonteerde conus. [3] Steek de getrapte paspen door de flens in de conus. Verstel de ATC arm dusdanig dat de paspen soepel door de flens gaat en zonder obstructie in de conus past.