Millchuck HB opnames: nauwe pasvorm voor veeleisende freesbewerkingen
Vindt u het niet gek dat een van de meest gebruikte gereedschapopnames, de weldonhouder, in de 100 jaar nadat deze is uitgevonden bijna geen wezenlijke innovaties meer heeft ondervonden? Nou, dat is verleden tijd! Onze partner WTE heeft de weldon opname namelijk gemoderniseerd. Wat er nog aan verbeterd kon worden, vraagt u? Dat leggen we graag uit...
Eigenschappen & Voordelen
- Tweedelig spanelement voor totale fixatie zonder puntdruk
- Uiterst precieze boring: rondloopnauwkeurigheid <5µm
- Opnames Ø6-32 mm voor SK40/SK50 en HSK-A63/100
- Balanceerklassse G2,5 bij 16.000-25.000 toeren/minuut
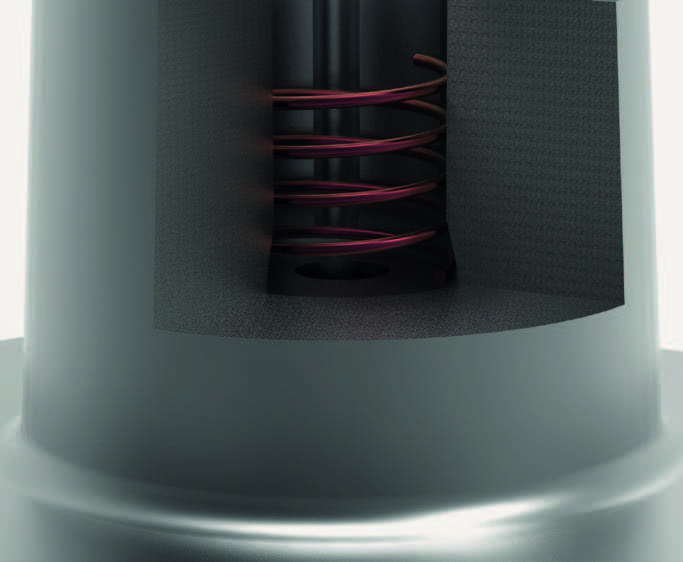
- Gedefinieerde axiale freespositionering, dankzij verenpakket
- Decentraal uittredende koelkanalen: maximaal proceszeker
- Frezen met zeer hoge spaanvolumes probleemloos mogelijk
- Beste fixatie en precisie kan uw standtijden enorm vergroten
- Snel en eenvoudig spannen, dankzij differentiële spanschroef
Steeds meer snijlengte benut
Tegenwoordig worden frezen steeds meer over hun snijlengte benut. Bijvoorbeeld het gleuffrezen: dit was altijd een inzet met de volle breedte (180° in snede) van de frees, vaak in beperkte diepte vanwege het machinevermogen. De krachten die daarbij optreden zijn dan vooral radiaal. Inmiddels kiest men er steeds vaker voor om dergelijke bewerkingen dynamisch trochoïdaal uit te voeren: de frees snijdt in beperkte breedte (doorgaans 20-60°) maar wel met de gehele snijlengte, over een pendelend freespad voor meer gelijkmatige belasting. Dit biedt veel voordelen, maar ook een nadeel: er onstaan veel meer axiale krachten.
Axiale kracht en het weldon spanvlak
Verreweg de meeste frezen hebben een rechtssnijdende geometrie (rechtsdraaiend) met opwaartse spaanafvoer. Hierbij duwt de spaanafvoer het verwijderde materiaal (spanen) als het ware omhoog. De snijkanten ondervinden vergelijkbare krachten: zij trekken de frees het materiaal in, terwijl de gereedschapopname dit tegenhoudt. Een effectieve methode om deze trekkracht tegen te gaan, is een spanvlak op de freesschacht. Zo werd de weldon opname (DIN6535HB) begin vorige eeuw uitgevonden: om te voorkomen dat frezen in de opname slipten of zelfs eruit getrokken werden, maakte men een uitsparing in hun schacht. Met deze uitsparing kon men de frees axiaal tegenhouden, via een spanschroef in de opname. Deze spanschroef draait men in de uitsparing, zodat de frees echt qua vorm (niet alleen klemming) wordt tegengehouden. Het gebruik van een spanschroef was lange tijd de ideale oplossing om frezen bij hoge spaanvolumes gefixeerd te houden. Pas nu de freespaden door CAD/CAM software steeds dynamischer worden, zijn er tekortkomingen duidelijk geworden...
Bij zeer dynamische freespaden heeft een spanschroef twee beperkingen: (1) de spanschroef vult niet het gehele spanvlak, dus is axiale verschuiving mogelijk en (2) er is een puntdruk waar de spanschroef het spanvlak raakt. Dit laatste is vaak de voornaamste oorzaak van frezen die net boven het weldonvlak (zie afbeelding) afbreken. Axiale verschuivingen kunnen ook daaraan bijdragen, maar zijn vooral erg nadelig voor de levensduur van een frees. Ze resulteren in ongelijkmatige belasting en onvoorziene nadelige krachten. De oplossing voor al deze problemen schuilt in een betere pasvorm van de spanschroef!

Freesbreuk bij het weldon vlak? De oplossing is WTE Millchuck!
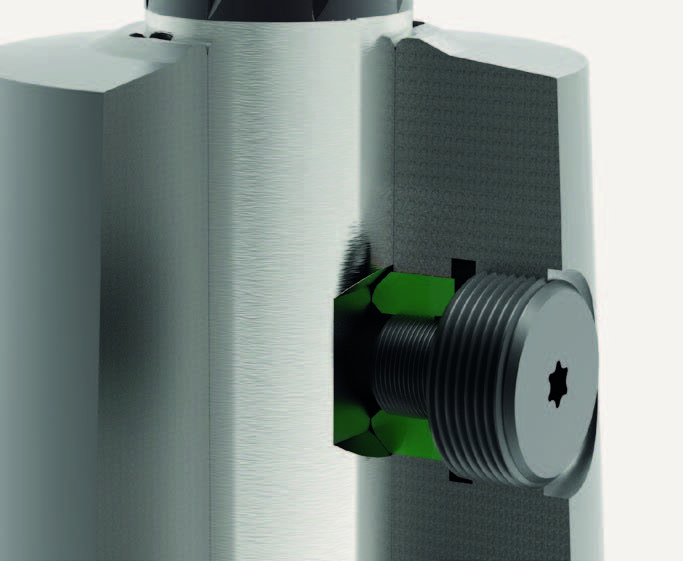
INNOVATIE: Voor een perfecte pasvorm in het weldon spanvlak (HB) wordt een 2-delig spanelement als schroef gebruikt. Door vormopsluiting brengt dit element een absolute axiale-radiale fixatie en wordt puntdruk op het spanvlak voorkomen. Daarnaast zorgt differentiële schroefdraad voor borging en een zeer hoge spankracht, bij eenvoudig handmatig aandraaien.
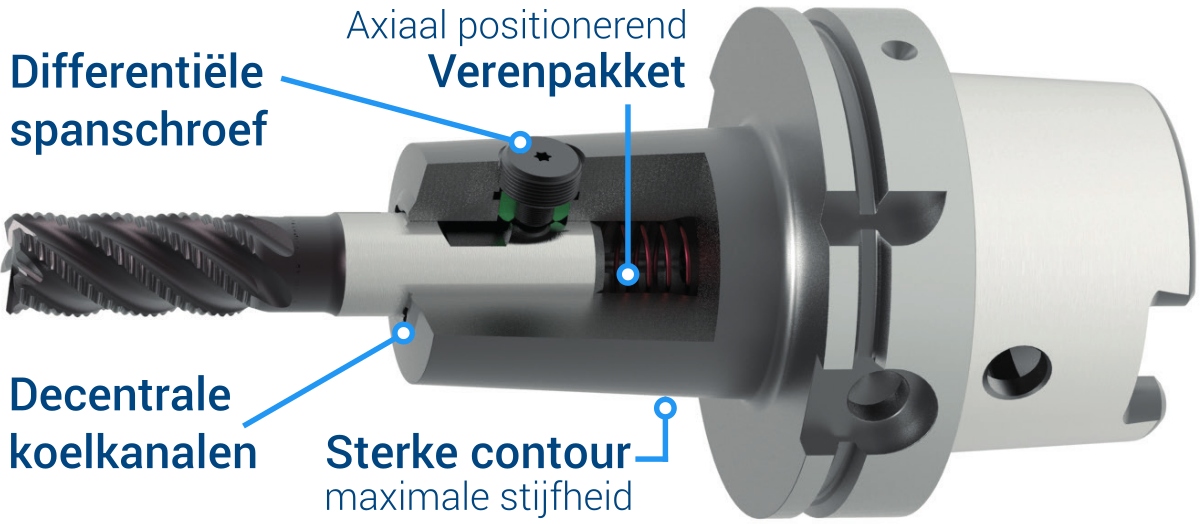
De nieuwe Millchuck vormopsluitende Weldon krachtspanopnames van WTE overtuigen door hun sterke spankracht, eenvoudig gebruik en een duidelijk verbeterde rondloopnauwkeurigheid. Millchuck opnames hebben een uiterst nauwkeurige boring (±4µm) waardoor de radiale speling van het ingespannen gereedschap wordt verminderd en de rondloopnauwkeurigheid duidelijk verbetert. Ook wordt de gangbaar grote tolerantie op zijdelingse spanvlakken zeer effectief gecompenseerd. Hierbij zorgt een verenpakket in de opname voor axiale positionering, waarna het tweedelig spanelement een gedefinieerde vormopsluiting tussen het gereedschap en de opname mogelijk maakt. Tenslotte zorgen decentrale (as-parallelle) koelkanalen dichtbij de boring voor optimale koelmiddeltoevoer naar de freesgeometrie.
Optimale koelmiddeltoevoer

- Decentrale koelkanalen, langs de opnameboring
- Frezen zonder koelkanaal: ook "nat" inzetbaar!
- Verhoogde standtijden, dankzij optimale koeling
Proceszekere spanmethode
- Hoge spankracht, dankzij 2-delig spanelement
- Maximaal draaimoment 50 Nm (bij Ø32 mm)
- Proceszekere fixatie door zelfklemmende schroef
Gedefinieerde freespositionering
- Perfecte pasvorm in het weldon (HB) spanvlak
- Vormopsluiting tussen gereedschap en opname
- Gedefinieerde axiale positionering van de frees
Gleuffrezen: beste radiale fixatie!
HFC frezen: geen enkel probleem!
Trochoïdefrezen: beste axiale fixatie!
HFC staat voor High Feed Cutting: het verspanen met hoge voedingssnelheid. De freespaden worden erg snel doorlopen, vaak met een hoge machinedynamiek.
Onze nieuwe WTE Millchuck opnames zijn zeer eenvoudig in gebruik, zoals u hieronder kunt lezen:
Stap 1: reinigen
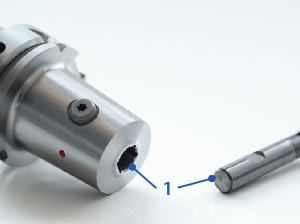
1. De opnameboring en schacht van het gereedschap (positie 1) reinigen.
Zorg ervoor dat uw gereedschap onbeschadigd en vrij van spanen is.
Om uzelf niet te snijden kunnen evt. handschoenen of een afdekking van het gereedschap gebruikt worden.
Stap 2: positioneren
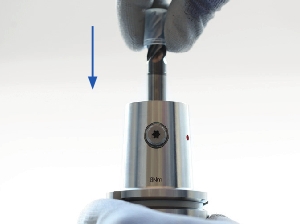
2. Het gereedschap met diens schacht in de boring van de Millchuck opname schuiven. Let erop dat het spanvlak op de schacht richting spanschroef wijst.
Stap 3: aandraaien
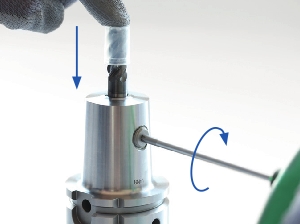
3. Het gereedschap van bovenaf naar beneden aandrukken. Tegelijk draait u de spanschroef kloksgewijs tot deze een voelbare aanslag raakt. De schroef raakt nu de bodem van het spanvlak.
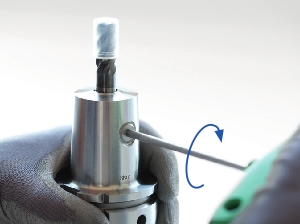
4. Spanschroef een halve omwenteling terug (linksom) enigszins losdraaien.
Stap 4: vastdraaien
5. Een momentsleutel instellen op het aangegeven (zie tabel) draaimoment.
6. Spanschroef met de momentsleutel weer vastdraaien tot aan de aanslag.
Momentsleutel?
| Diameter | Draaimoment |
| Ø6 mm | 10 Nm |
| Ø8 mm | 10 Nm |
| Ø10 mm | 7 Nm |
| Ø12 mm | 13 Nm |
| Ø16 mm | 23 Nm |
| Ø20 mm | 25 Nm |
| Ø25 mm | 47 Nm |
| Ø32 mm | 50 Nm |
Losdraaien

1. De spanschroef anti-kloksgewijs (linksom) verdraaien, tot de schacht van het gereedschap geheel los komt.
Gereedschap uitnemen
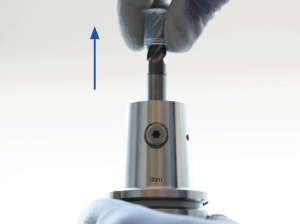
2. Het gereedschap uit de boring van de gereedschapopname verwijderen.
Millchuck in onze webshopMillchuck brochure (PDF)

Millchuck opnames SK
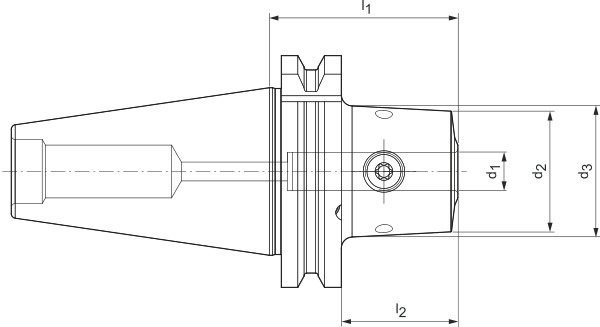
| SK | d1 | d2 | d3 | l1 | l2 | sw | kg | Typenummer | Artikelnr. |
| 40 | 6 | 22,5 | 25,3 | 50 | 36 | T15 | 1 | 15.256.40.06.Z | 31090489 |
| 40 | 8 | 25 | 27,8 | 50 | 36 | T25 | 1 | 15.256.40.08.Z | 31090490 |
| 40 | 10 | 32 | 34,8 | 50 | 40 | T25 | 1 | 15.256.40.10.Z | 31090491 |
| 40 | 12 | 37,5 | 40,2 | 50 | 45 | T30 | 1,1 | 15.256.40.12.Z | 31090492 |
| 40 | 16 | 43 | 47,2 | 63 | 48 | T40 | 1,3 | 15.256.40.16.Z | 31090494 |
| 40 | 20 | 46,5 | 49,5 | 63 | 50 | T40 | 1,3 | 15.256.40.20.Z | 31090496 |
| 40 | 25 | 62 | 65 | 100 | 56 | T50 | 2,4 | 15.256.40.25.Z | 31090497 |
| 40 | 32 | 69 | 72 | 100 | 60 | T50 | 3 | 15.256.40.32.Z | 31090498 |
| SK | d1 | d2 | d3 | l1 | l2 | sw | kg | Typenummer | Artikelnr. |
| 50 | 6 | 22,5 | 26,7 | 63 | 36 | T15 | 2,9 | 15.256.50.06.Z | 31090499 |
| 50 | 8 | 25 | 29,2 | 63 | 36 | T25 | 2,9 | 15.256.50.08.Z | 31090500 |
| 50 | 10 | 32 | 36,1 | 63 | 40 | T30 | 3 | 15.256.50.10.Z | 31090501 |
| 50 | 12 | 37,5 | 41,6 | 63 | 45 | T40 | 3,1 | 15.256.50.12.Z | 31090502 |
| 50 | 16 | 43 | 47,1 | 63 | 48 | T40 | 3,1 | 15.256.50.16.Z | 31090504 |
| 50 | 20 | 46,5 | 50,6 | 63 | 50 | T40 | 3,2 | 15.256.50.20.Z | 31090506 |
| 50 | 25 | 62 | 65 | 80 | 56 | T50 | 3,8 | 15.256.50.25.Z | 31090507 |
| 50 | 32 | 69 | 72 | 100 | 60 | T50 | 4,7 | 15.256.50.32.Z | 31090508 |
Millchuck opnames HSK
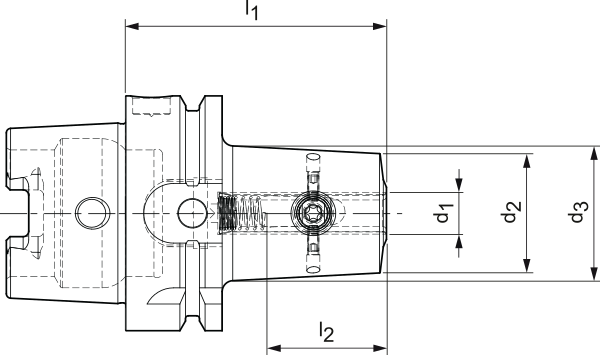
| HSK | d1 | d2 | d3 | l1 | l2 | sw | kg | Typenummer | Artikelnr. |
| 63 | 6 | 22,5 | 26,5 | 65 | 36 | T15 | 0,8 | 16.256.63.06.Z | 31090556 |
| 63 | 8 | 25 | 29 | 65 | 36 | T25 | 0,8 | 16.256.63.08.Z | 31090470 |
| 63 | 10 | 32 | 36,5 | 70 | 40 | T25 | 0,9 | 16.256.63.10.Z | 31090471 |
| 63 | 12 | 37,5 | 43 | 80 | 45 | T30 | 1,1 | 16.256.63.12.Z | 31090472 |
| 63 | 16 | 43 | 48,5 | 80 | 48 | T40 | 1,2 | 16.256.63.16.Z | 31090474 |
| 63 | 20 | 46,5 | 52 | 80 | 50 | T40 | 1,3 | 16.256.63.20.Z | 31090476 |
| 63 | 25 | 62 | 65 | 110 | 56 | T50 | 2,3 | 16.256.63.25.Z | 31090477 |
| 63 | 32 | 69 | 72 | 110 | 60 | T50 | 2,4 | 16.256.63.32.Z | 31090478 |
| HSK | d1 | d2 | d3 | l1 | l2 | sw | kg | Typenummer | Artikelnr. |
| 100 | 6 | 22,5 | 27,5 | 80 | 36 | T15 | 2,2 | 16.256.100.06.Z | 31090479 |
| 100 | 8 | 25 | 30 | 80 | 36 | T25 | 2,2 | 16.256.100.08.Z | 31090480 |
| 100 | 10 | 32 | 37 | 80 | 40 | T30 | 2,3 | 16.256.100.10.Z | 31090481 |
| 100 | 12 | 37,5 | 43 | 85 | 45 | T40 | 2,5 | 16.256.100.12.Z | 31090482 |
| 100 | 16 | 43 | 50 | 100 | 48 | T40 | 2,8 | 16.256.100.16.Z | 31090484 |
| 100 | 20 | 46,5 | 53,5 | 100 | 50 | T40 | 2,9 | 16.256.100.20.Z | 31090486 |
| 100 | 25 | 62 | 65 | 100 | 56 | T50 | 3,4 | 16.256.100.25.Z | 31090487 |
| 100 | 32 | 69 | 72 | 110 | 60 | T50 | 3,9 | 16.256.100.32.Z | 31090488 |
Er wordt momenteel hard gewerkt door WTE om het Millchuck assortiment uit te breiden met BT40 en BT50 opnames.